硅膠擠出機操作指南_硅膠擠出機使用說明書
硅膠擠出機操作指南
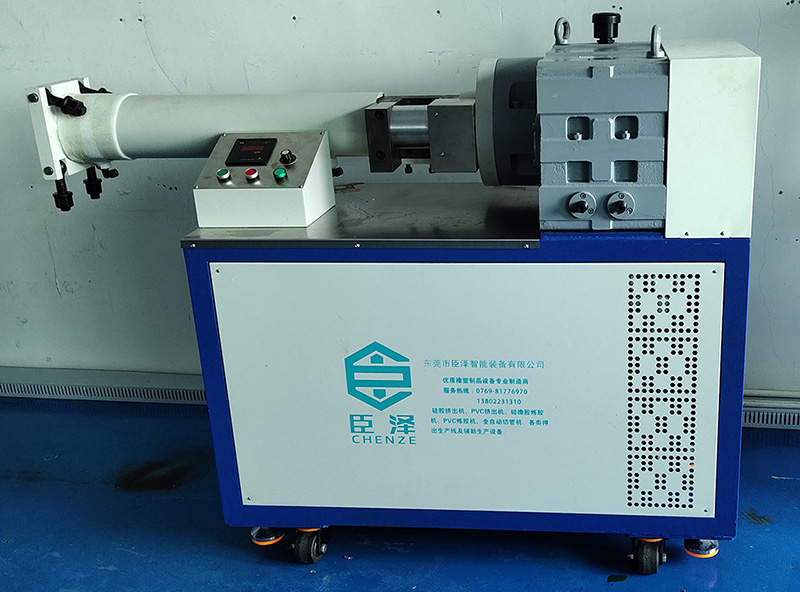
一、機器界面介紹:
如下圖所示:
如下圖所示:

1、控制面板,包含啟動、停止、速度調(diào)節(jié)和速度顯示面板。
2、進料輥軸(在工作時,禁止使用任何硬物去桶膠,禁止手指伸入其中,如出現(xiàn)違規(guī)操作,一切后果自負)。
3、減速箱齒輪油添加孔。
4、擠出機頭。
二、操作流程:
1、啟動水冷機:開啟冷水機壓縮機1,為煉膠機制冷(詳見水冷機操作指南)。
2、檢查擠出機的油位:機油要保持在油位視窗內(nèi)(中間最好)。
3、檢查冷卻水路,確保通水;檢查通電狀況后,啟動擠出機,并開始喂膠(不鎖合機頭)。
4、排膠,清除螺桿內(nèi)死膠:從喂膠口加膠至螺筒口開始持續(xù)出膠,待螺桿轉(zhuǎn)出膠有3-5圈時,停止機器,將前端擠出的膠切除。
5、模具安裝調(diào)試:將擠出機頭與螺筒鎖合(中間濾網(wǎng)板處加100-120目細濾網(wǎng)),再將擠出模具安裝在機頭并調(diào)試好。
6、擠出產(chǎn)品調(diào)試:將擠出產(chǎn)品穿進擠出模具,啟動擠出機,將擠出速度調(diào)低(便于調(diào)試擠出產(chǎn)品,減少浪費),根據(jù)擠出產(chǎn)品的情況,適當調(diào)整外模的上下左右位置,使產(chǎn)品達到要求。
7、首件確認:擠出產(chǎn)品調(diào)試好后,連續(xù)擠出1-2米,放于隧道爐上,通過烘烤后確認最終成品是否符合產(chǎn)品要求,如果不符合,請重新調(diào)整參數(shù),直到達到標準為止才能正式批量生產(chǎn)。
8、批量生產(chǎn)檢驗:在批量生產(chǎn)過程中,有兩個位置需要不定時進行檢驗:(1)擠出口位置,負責喂膠的人員需要隨時觀察擠出產(chǎn)品的外形有無變化,如果有變化,需要對擠出速度進行微調(diào)。(2)隧道爐尾端,尾端收料人員要對最終產(chǎn)品的外觀、尺寸進行抽查,一旦發(fā)現(xiàn)異常,需立即通知前端擠出人員進行檢查和調(diào)整。
9、機器清膠:擠出完成后,要將擠出機頭拆開,將內(nèi)部膠清理干凈并用酒精清洗,將擠出機開啟,擠出炮筒內(nèi)的硅膠(新機器時,在一段時間內(nèi)可能出現(xiàn)炮筒內(nèi)的膠無法排干凈的情況,這種情況可以從喂膠口倒入適量酒精進行清洗)。
10、模具與機器護理:清膠完成后,將模具上的膠也一并清洗干凈。如果次日或更長時間不使用,需在螺桿和螺筒上以及模具表面噴上一層防銹油(此防銹油在下次開機時,排膠即可清除干凈)。
三、保養(yǎng)項目與要求:
1、螺桿、螺筒每月需完全拆下一次,在螺桿與減速箱卡位處打上油,以保證此處不會銹死。
2、螺桿、螺筒每月需拆下徹底清潔一次(使用酒精)。
3、減速箱內(nèi)的油每周檢查一次(低于視窗位時適量添加),每半年更換一次。
?請?zhí)砑诱扯葹?20的齒輪油
?更換時請將內(nèi)部舊齒輪油全部放干凈后再加入新齒輪油。
?請勿使用低粘度齒輪油或機油,以免造成潤滑不良以及齒輪磨損加重。
4、每天開機前需檢查制冷水路是否通暢,管道有無破損。
5、制冷機內(nèi)的水每月更換一次(新機時,需每周換一次,連續(xù)一個月)。
6、喂膠輪位每天下班時,要將殘膠清理掉,每月需將整個輪子組件拆下,將膠清理干凈。
四、注意事項:
1、擠出機在工作時,必需要開啟水冷,否則擠出的產(chǎn)品會不良。
2、調(diào)整擠出模具時,必需小心操作,因為模具都經(jīng)過拋光,很容易刮花。
3、進料輥軸位螺桿轉(zhuǎn)動進料,在通電狀態(tài)下不可將手或其它硬物放入其中,以免發(fā)生意外。
4、機器電箱內(nèi)部為380V強電,非專業(yè)人員禁止打開機器電箱操作。
5、擠出的產(chǎn)品如遇到問題,請參考《硅膠擠出燈帶常見問題匯總》中的解決對策進行調(diào)試或電話與機器廠商溝通。
6、隨時注意螺桿、螺筒溫度(手摸),正常情況,螺桿、螺筒表面應(yīng)是冰涼的,如發(fā)現(xiàn)螺筒表面溫度有明顯的溫熱或較熱(40度以上),請立即停機檢查循環(huán)水路和制冷機制冷情況。
7、請選擇機器廠家進行開模,在出現(xiàn)擠出產(chǎn)品問題時,我們可提供解決方案。如使用非原廠家的模具造成的產(chǎn)品質(zhì)量問題,廠家不提供產(chǎn)品技術(shù)支持。如由于非原廠家模具造成的設(shè)備損壞,廠家不負責免費保修。
8、如遇其它情況,請隨時與廠商聯(lián)系。